


直縫鋼管除繡方法主要有以下幾種:1、清洗利用溶劑、乳劑清洗鋼材表面,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除鋼材表面的銹、氧化皮、焊藥等,因此在防府作業中只作為輔助手段。2、酸洗一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且容易對周圍環境造成污染。3、工具除銹主要使用鋼絲刷等工具對鋼材表面進行打磨,可以去除松動的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若鋼材表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。4、噴射除銹噴射除銹是通過大功率電機帶動噴射葉片高速旋轉,使鋼丸、鋼砂、鐵絲段、礦物質等磨料在電機強大的離心力作用下對直縫鋼管表面進行噴射處理,不僅可以徹底清除氧化物、鐵銹和污物,而且直縫鋼管在磨料猛烈沖擊和磨擦力的作用下,還能達到所需要的均勻粗糙度。
隨著勝利油田的勘探開發進入中后期,油層綜合含水率不斷上升,輸油、注水管線的內腐蝕問題越來越嚴重,管線內防腐被廣泛的采用,應用最多的是環氧類液體涂料內防,其施工周期長,施工時伴有強烈的刺激性氣味,且不易控制質量等不利因素。近來,熔結環氧粉末涂層是目前世界上比較先進的防腐形式,在我們油田也漸漸地采用,其施工一次成膜,防腐效果好,還有利于保護環境。由于我們廠原來有單層環氧粉末外涂層作業線,并施工了中石化、中石油幾個重點項目,為適應市場需求的變化,我們展開了技術改造,完善施工工藝,成功完成熔結環氧粉末內涂層的施工

首先對鋼管進行內壁噴砂除銹處理,在達到標準規定除銹等級的條件下,采用中頻進行加熱,在達到預定要求溫度后,使用GP-2000粉末靜電噴涂機對鋼管進行環氧粉末的噴涂,通過調整噴涂量和鋼管轉動速度來控制涂層厚度,使其達到設計要求。然后根據環氧粉末廠家提供的固化時間要求,控制噴涂和冷卻之間的距離,保證固化時間,使環氧粉末涂層固化,固化后直接水冷卻,冷卻后的鋼管進入下管平臺,終檢合格后,作出標識倒入成品區。
改性劑的作用是為了改善環氧樹脂的鞣性、抗剪、抗彎、抗沖、提高絕緣性能等。常用改性劑有:
(1)、聚硫橡膠:可提高沖擊強度和抗剝性能。
(2)、聚酰胺樹脂:可改善脆性,提高粘接能力。
(3)、聚乙烯醇叔丁醛:提高抗沖擊鞣性。
(4)、丁腈橡膠類:提高抗沖擊鞣性。
(5)、酚醛樹脂類:可改善耐溫及耐腐蝕性能。
(6)、聚酯樹脂:提高抗沖擊鞣性。
(7)、尿醛三聚氰胺樹脂:增加抗化學性能和強度。
(8)、糠醛樹脂:改進靜彎曲性能,提高耐酸性能。
(9)、乙烯樹脂:提高抗剝性和抗沖強度。
(10)、異氰酸酯:降低潮氣滲透性和增加抗水性。
(11)、硅樹脂:提高耐熱性。
聚硫橡膠等的用量可以在50-300%之間,需加固化劑;聚酰胺樹脂、酚醛樹脂用量一般為50-100%,聚酯樹脂用量一般在20-30%,可以不再另外加固化劑,也可以少量加些固化劑促使反應快些。一般說來改性劑用量越多,柔性就愈大,但樹脂制品的熱變形溫度就相應下降。為改善樹脂的柔性,也常用增韌劑如:鄰苯二甲酸二丁酯或鄰苯二甲酸二辛酯。
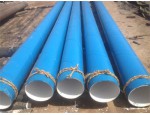
環氧樹脂涂層鋼管是普通鋼管經過表面處理后,在鋼管表面涂覆一層特質的環氧樹脂材料而制成的。這種涂層鋼管所采用的環氧樹脂粉末具有優良的耐化學腐蝕性能,長期使用不會出現生銹腐蝕、內壁結垢等諸多問題,避免發生內部堵塞影響管道通暢。由于涂覆材料進行了耐高溫改性,使得該產品的耐溫性能與其它同類產品相比得到大幅提高,在周圍環境溫度急劇上升時不會影響使用,從而大大提高了自動噴水滅火系統的使用壽命和可靠性。
環氧樹脂涂層鋼管具有以下特點:1、耐腐蝕,使用壽命長:環氧樹脂涂層鋼管具有優良的耐化學腐蝕性能,能夠解決因輸水、埋地和酸、堿、鹽對消防管道的腐蝕,大幅提高了消防管道的使用壽命,使用年限可達50年以上。2、防結垢、內壁光滑、液體阻力小:環氧樹脂涂層鋼管表面涂覆專用環氧樹脂粉末,具有優異的防結垢性能,表面光潔度高,流體阻力小,輸送能力強。3、極強的附著力:環氧樹脂涂層鋼管的表面經過涂敷、熔結、固化后,涂層牢固的附著在管體表面,耐沖擊,不剝離。耐火性能環氧樹脂涂層鋼管的涂覆材料進行了耐高溫改性,能承受耐火性能試驗15min,試驗后無泄漏和變形損壞。